版權聲明: 本網站所有(yǒu)設備圖片信息請勿盜用(yòng), 違者必究!
0731-82629367


導讀:本期先講講什麽是彩塗闆、彩塗闆的生産(chǎn)工(gōng)藝流程、檢驗設備以及鋼廠生産(chǎn)彩塗闆的優點。下期将從彩塗闆的基闆、面漆、用(yòng)途展開講解,深入了解彩塗闆,下期更精(jīng)彩。
在寶鋼企業标準 BQB440—99 中(zhōng)對塗層鋼闆(帶)給出了明确的定義:
彩色塗層鋼闆、鋼帶是指金屬基材經過彩色輥塗機組後,在表面塗敷上一層或多(duō)層有(yǒu)機塗料而成的複合材料。
塗層的目的就是以各種方法在物(wù)體(tǐ)表面上塗上塗料,形成幹燥保護膜,使其具(jù)有(yǒu)耐大氣等腐蝕、耐污染等性能(néng)以保護基體(tǐ),同時賦予色彩、光澤、花(huā)紋、平滑、立體(tǐ)感、接觸感好等優點,使物(wù)體(tǐ)美觀。
另外,在特殊情況下,還有(yǒu)以電(diàn)器絕緣、防火、防菌、防蟲、粘合、标識、色彩調節、溫度指示等為(wèi)目的而生産(chǎn)的。

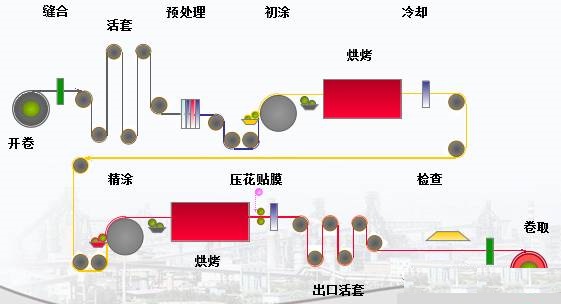
彩塗工(gōng)藝流程
常見生産(chǎn)工(gōng)藝流程如下圖:
核心塗裝(zhuāng)工(gōng)藝
塗裝(zhuāng): 塗層厚度控制是彩塗闆生産(chǎn)過程中(zhōng)關鍵參數。塗層厚度控制有(yǒu)兩種控制方法一:一種是采用(yòng)壓力傳感器,一種采用(yòng)磁尺控制。
我們采用(yòng)的是磁尺+壓力傳感器技(jì )術,在提料輥、計量輥和塗覆輥之間采用(yòng)磁尺控制,在塗覆輥和帶鋼之間采用(yòng)壓力傳感器控制。各輥之間的位置值和塗覆輥與帶鋼之間的壓力值顯示在操作(zuò)屏上,厚度控制在±1μ以内。
輥塗是在輥(輥筒)上形成一定厚度的濕塗層,随後将這濕塗層的部分(fēn)或全部轉移到被塗物(wù)上的塗裝(zhuāng)方法。它适用(yòng)于平闆或帶材塗層的生産(chǎn),其特點是:速度快、生産(chǎn)效率高。
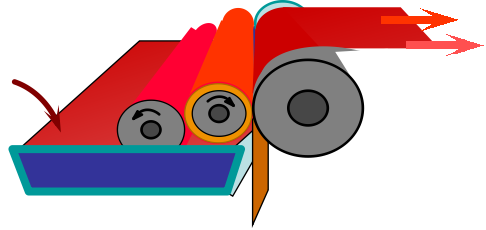
兩 輥 逆 向 塗 裝(zhuāng)
在二輥塗敷過程中(zhōng),帶料輥入漆盤中(zhōng)吸附着塗料,直接轉移到塗敷輥上(通過帶料輥與塗敷輥的擠壓,使塗料變平,然後出塗敷輥将塗料塗到帶鋼上。
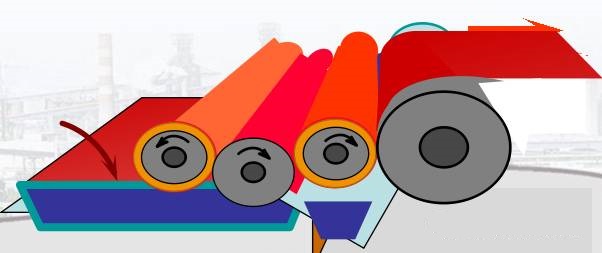
三 輥 逆 向 塗 裝(zhuāng)
在三輥塗敷時,帶料輥從漆盤吸附上塗料後,通過逆向慢速轉動的計量輥的作(zuò)用(yòng)、使帶料輥上的塗料整平後,再轉移到塗敷輥上,最後塗到逆向轉動的帶鋼上。
這種輥塗方式特别适于塗粘度大塗膜厚的塗料,因為(wèi)這時可(kě)通過計量輥的作(zuò)用(yòng)使塗料整平并控制厚度。在塗敷粘度大流平性不好的塗料(如塑料溶膠)時。采用(yòng)逆塗三輥方式可(kě)得到平整的塗層面。
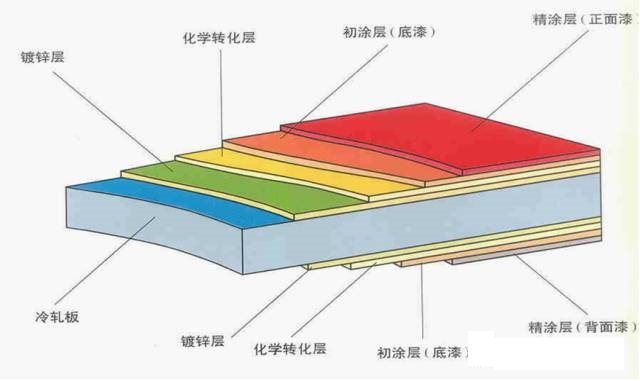
塗層結構
産(chǎn)品質(zhì)量檢驗設備及質(zhì)量檢驗内容
鹽霧試驗:彩塗鋼闆的鹽霧試驗是通過專用(yòng)的鹽霧試驗箱進行,鹽霧試驗箱模拟大氣自然環境,為(wèi)試件提供鹽霧腐蝕所規定溫度範圍、鹽霧沉降量和試驗周期的加速腐蝕環境,檢查試樣的破壞現象,包括起泡、生鏽、附着力下降和由劃痕處腐蝕的蔓延等,并按GB/T 1766-1995标準規定,以0、1、2、3、4、5六個等級評定其破壞程度。
塗層厚度檢測:彩塗闆塗層厚度是彩塗闆成品檢測中(zhōng)的重要指标,它直接影響彩塗闆其它各項性能(néng),其準确與否不僅影響彩塗闆的質(zhì)量,而且也影響生産(chǎn)成本。
實驗方法執行标準為(wèi)GB/T12754-2006彩色塗層鋼闆及鋼帶和GB/T13448-2006彩色塗層鋼闆及鋼帶的試驗方法。GB/T13448-2006中(zhōng)規定的4種彩塗闆塗層厚度的檢測方法為(wèi)磁性測厚儀法、千分(fēn)尺法、鑽孔破壞式顯微鏡法和金相顯微鏡法。
人工(gōng)加速老化儀:是塗膜耐候性能(néng)檢測的常用(yòng)設備,它是通過在實驗室内模拟自然環境進行各種類型氣候的塗膜老化試驗,并給予一定的催化因素,從而克服天然暴曬試驗所需時間長(cháng)的不足。
紫外線(xiàn)是塗膜老化中(zhōng)的一個很(hěn)重要的因素,大氣中(zhōng)的溫度、濕度和氧氣的含量也對塗膜的老化起着重要的影響。人工(gōng)加速老化試驗就是利用(yòng)一定的設備人工(gōng)老化儀,通過改變光源的種類、強弱,以及各種類型氣候的溫度、濕度、含氧量的變化等因素的控制,測試在人造氣候的環境下,各種塗膜的老化程度及變化狀況,從而判斷相應漆膜的耐老化能(néng)力。
色差檢測:彩塗闆的色差測定原理(lǐ)是通過測定參照樣和試樣的光譜三刺激值,即可(kě)定量測定出試樣與參照樣的顔色差異。色差儀通常采用(yòng)的幾何結構分(fēn)為(wèi)定向型和積分(fēn)球型兩種。
物(wù)性試驗檢測項目:MEK耐溶劑擦拭試驗、T彎、鉛筆(bǐ)硬度、硬币刮擦、沖擊試驗
産(chǎn)品外觀檢查内容:形象缺陷、表面缺陷、痕迹缺陷、邊部缺陷、鍍金缺陷、尺寸缺陷、塗裝(zhuāng)缺陷、不均勻缺陷、污染性缺陷、塗膜凹凸缺陷、過程缺陷、塗膜表面缺陷、物(wù)性缺陷
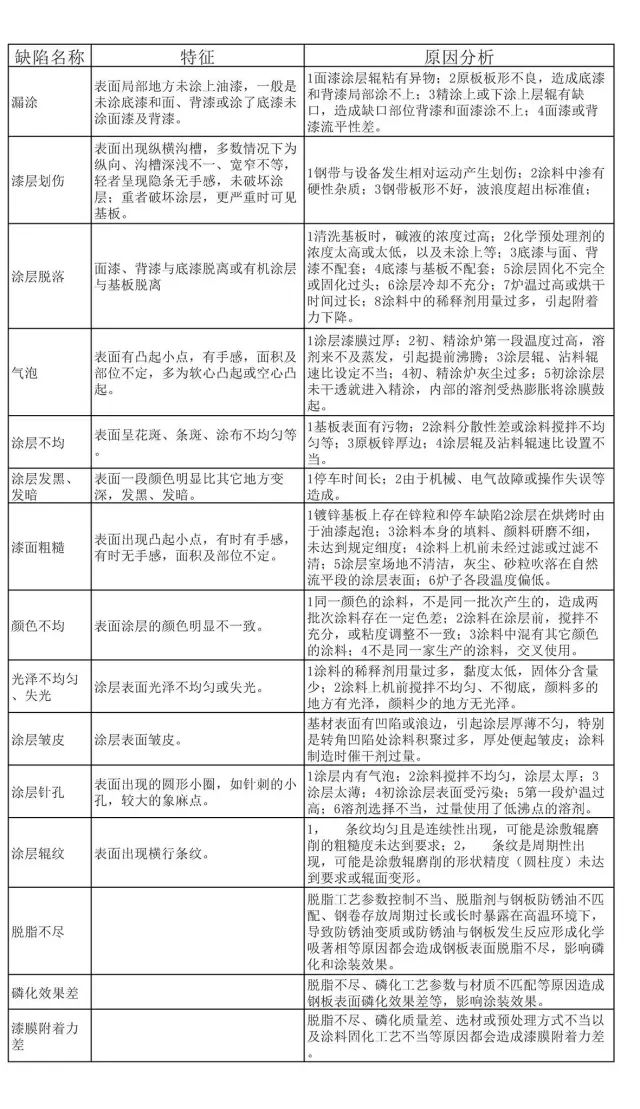
彩圖闆常見缺陷
鋼鐵廠直接生産(chǎn)塗層鋼闆的優點
1.簡化成形加工(gōng)生産(chǎn)用(yòng)戶從生産(chǎn)廠購(gòu)買塗層鋼闆直接進行成形加工(gōng)經檢查後即可(kě)組裝(zhuāng)出成形産(chǎn)品.從而省去了為(wèi)防止鋼闆腐蝕而進行的一系列防腐工(gōng)序,顯著節省人力和投資。
2.産(chǎn)量大作(zuò)業線(xiàn)速度高(30 一 240m/min),低速作(zuò)業線(xiàn)生産(chǎn)能(néng)力一般是 3—6 萬噸/年,較高速作(zuò)業線(xiàn)生産(chǎn)能(néng)力可(kě)達 10—15 萬噸/年。最大的作(zuò)業線(xiàn)生産(chǎn)能(néng)力可(kě)達 20 一 30 萬噸/年,寶鋼冷軋部彩塗機組生産(chǎn)設計能(néng)力達 22.7 萬噸/年。
3.質(zhì)量均一在專業化連續生産(chǎn)中(zhōng)塗料和塗層質(zhì)量得到了保證,在連續式塗層機組中(zhōng)原料投入生産(chǎn)前,在生産(chǎn)過程中(zhōng)及成品後均處于嚴格的質(zhì)量檢查和控制之下。另外,帶鋼連續輥塗也是獲得質(zhì)量均一的依賴條件之一。
4.降低成本節省勞力是大幅度降低成本的重要因素。另外,通過提高生産(chǎn)能(néng)力降低除人工(gōng)費用(yòng)以外的固定費用(yòng),節省燃料、電(diàn)力等能(néng)源減少塗料損失等等,都是降低成本的重要因素。
另外,還有(yǒu)環境污染易解決等優點。

更多(duō)精(jīng)彩等着你!
 地址
地址 客服
客服 電(diàn)話
電(diàn)話 主頁(yè)
主頁(yè)